UBI Framebuilding Class - Day 3
5/13/2015 - Day 3



- Third Lug Practice
- About Bike Frame Tubing
- 9/6/9 Butted wall thicknesses
- Butting lengths
- Can see butt transitions inside a clean tube
- Butted lengths vary widely, and can be asymmetric (one butted end is longer for trimming)
- Seat Tubes
- 28.6mm is most common, to fit a 27.2mm seat post
- Single butted for lugged construction
- Single-butted at bottom and EXTERNALLY butted at top for fillet-brazed construction
- Choosing Frame Tubing Diameters
- 1 inch steerer dictates 31.8mm head tube; be sure to choose an appropriate lug
- 8/5/8 tubing is light
- 9/6/9 is mid-range
- 1/7/1 is heavy
- Tubing choice factors
- Rider weight
- Rider strength
- Cargo load
- Frame size (larger frame implies stronger tubes)
- Pick lugs first, since these might limit your tubing options
- Frame Drawing
- Work clockwise
- Use a SHARP pencil for accuracy
- Choosing the lower head lug is an iterative process due to unknown HT/DT angle
- Drawing steps (refer to workbook)
- Draw axle line about 7cm from bottom of paper
- Draw BB drop
- Draw seat tube centerline at correct angle from BB point and to desired length
- Draw TT centerline to desired length
- Draw HA/HT centerline back to axle line
- Draw Fork Offset parallel to HT centerline
- Draw arc set to radius appropriate to desired tire Bead Seat Diameter around front wheel axle center
- Choose a fork crown
- Consider caliper brake reach (if using caliper brakes)
- Draw in perpendicular line for 13mm lower HS stack height
- Measure lower head lug intercept
- Draw in headtube width (31.8mm)
- Add intercept distance
- BB shell
- For lugged, use the ID of the shell (typically 35mm)
- For fillet, use the OD of the shell (measure shell)
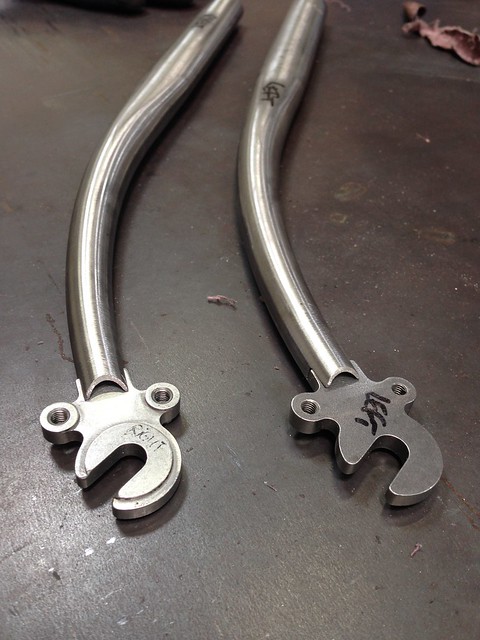
- Forks
- Dropout styles
- Tab style vs. socket style
- Socket style has more limitations for fork blades due to requirement for matching diameters
- Blade lengths
- Blade thickness
- Raking fork blades
- Check blade length before bending
- Iterate/sneak up on desired rake, alternating between both blades
- Get both blades as even as possible
- Cutting fork blade dropout slots
- 6-8mm depth is good rule
- Clamp using wooden blocks
- Sight down the bend/ridge of the blade to align the dropout slot
- Make a Sharpie mark
- Scribe width of dropout on blade parallel to sharpie mark, and centered with it
- Scribe slot depth onto blade
- Clamp and cut
- Bias the slots inboard for extra hub clearance
- Rotate the blade 90° and angle it to about 30° with floor
- Use a large flat file to knock down the corners and bevel the edge
- Use bevel protractor to gauge bevel against clamping blocks for repeatability with other fork blade
- Clean out burrs with round file
posted by jim g at 5:00 PM
![]()
![]()

0 Comments:
Post a Comment
<< Home